
淄博安泰焊接技术有限公司
咨询热线
自由培训网合作机构 > 学校机构 > 淄博安泰焊接技术有限公司欢迎您!
淄博安泰焊接技术有限公司
咨询热线
焊接工艺基础知识
发布时间:2019-10-19 11:18:57
一、焊接接头的种类及接头型式
焊接中,由于焊件的厚度、结构及使用条件的不同,其接头型式及坡口形式也不同。焊接接头型式有:对接接头、T形接头、角接接头及搭接接头等。
(一)对接接头
两件表面构成大于或等于135°,小于或等于180°夹角的接头,叫做对接接头。在各种焊接结构中它是采用最多的一种接头型式。
钢板厚度在6mm以下,除重要结构外,一般不开坡口。
厚度不同的钢板对接的两板厚度差(δ—δ1)不超过表1—2规定时,则焊缝坡口的基本形式与尺寸按较厚板的尺寸数据来选取;否则,应在厚板上作出如图1—8所示的单面或双面削薄;其削薄长度L≥3(δ—δ1)。
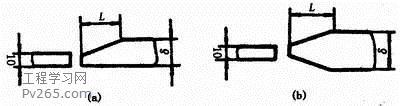
图1—8 不同厚度板材的对接
(a)单面削薄,(b)双面削薄
表1-2
|
较薄板厚度δ1 |
≤2~5 |
>5~9 |
>9~12 |
>12 |
|
允许厚度差(δ—δ1) |
1 |
2 |
3 |
4 |
(二)角接接头
两焊件端面间构成大于30°、小于135°夹角的接头,叫做角接接头,见图1—9。这种接头受力状况不太好,常用于不重要的结构中。
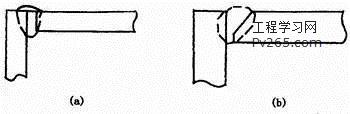
图1—9 角接接头
(a)I形坡口;(b)带钝边单边V形坡口
(三)T形接头
一件之端面与另一件表面构成直角或近似直角的接头,叫做T形接头,见图1—10。
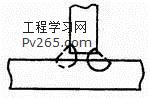
图1—10 T形接头
(四)搭接接头
两件部分重叠构成的接头叫搭接接头,见图1—11。
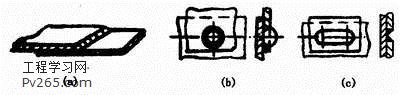
图1—11 搭接接头
(a)I形坡口,(b)圆孔内塞焊;(c)长孔内角焊
搭接接头根据其结构形式和对强度的要求,分为不开坡口、圆孔内塞焊和长孔内角焊三种形式,见图1—11。
I形坡口的搭接接头,一般用于厚度12mm以下的钢板,其重叠部分≥2(δ1 δ2),双面焊接。这种接头用于不重要的结构中。
当遇到重叠部分的面积较大时,可根据板厚及强度要求,分别采用不同大小和数量的圆孔内塞焊或长孔内角焊的接头型式。
二、焊缝坡口的基本形式与尺寸
(一)坡口形式
根据坡口的形状,坡口分成I形(不开坡口)、V形、Y形、双Y形、U形、双U形、单边V形、双单边Y形、J形等各种坡口形式。
V形和Y形坡口的加工和施焊方便(不必翻转焊件),但焊后容易产生角变形。
双Y形坡口是在V形坡口的基础上发展的。当焊件厚度增大时,采用双Y形代替V形坡口,在同样厚度下,可减少焊缝金属量约1/2,并且可对称施焊,焊后的残余变形较小。缺点是焊接过程中要翻转焊件,在筒形焊件的内部施焊,使劳动条件变差。
U形坡口的填充金属量在焊件厚度相同的条件下比V形坡口小得多,但这种坡口的加工较复杂。
(二)坡口的几何尺寸
(1)坡口面 待焊件上的坡口表面叫坡口面。
(2)坡口面角度和坡口角度 待加工坡口的端面与坡口面之间的夹角叫坡口面角度,两坡口面之间的夹角叫坡口角度,见图1—12。
(3)根部间隙 焊前在接头根部之间预留的空隙叫根部间隙,见图1—12。其作用在于打底焊时能保证根部焊透。根部间隙又叫装配间隙。
(4)钝边 焊件开坡口时,沿焊件接头坡口根部的端面直边部分叫钝边,见图1—12。钝边的作用是防止根部烧穿。
(5)根部半径 在J形、U形坡口底部的圆角半径叫根部半径(见图1—12)。它的作用是增大坡口根部的空间,以便焊透根部。
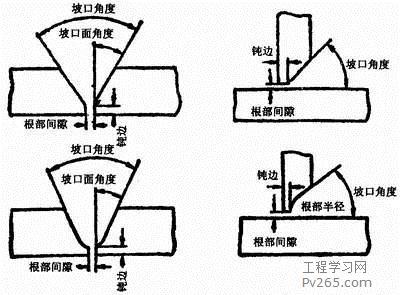
图1—12 坡口的几何尺寸
三、焊接位置种类
根据GB/T3375—94《焊接术语》的规定,焊接位置,即熔焊时,焊件接缝所处的空间位置,可用焊缝倾角和焊缝转角来表示。有平焊、立焊、横焊和仰焊位置等。
焊缝倾角,即焊缝轴线与水平面之间的夹角,见图1—13。
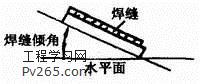
图1—13 焊缝倾角
焊缝转角,即焊缝中心线(焊根和盖面层中心连线)和水平参照面Y轴的夹角,见图1—14。

图1—14 焊缝转角
(1)平焊位置 焊缝倾角0°,焊缝转角90°的焊接位置,见图1—15(a)。

图1—15 各种焊接位置
(a)平焊 (b)横焊 (c)立焊 (d)仰焊 (e)平角焊 (f)仰角焊
(2)横焊位置 焊缝倾角0°,180°;焊缝转角0°,180°的对接位置,见图1—15(b)。
(3)立焊位置 焊缝倾角90°(立向上),270°(立向下)的焊接位置,见图1—15(c)。
(4)仰焊位置 对接焊缝倾角0°,180°;转角270°的焊接位置,如图1—15(d)。
此外,对于角焊位置还规定了另外两种焊接位置。
(5)平角焊位置 角焊缝倾角0°,180°;转角45°,135°的角焊位置,见图1—15(e)。
(6)仰角焊位置 倾角0°,180°;转角225°,315°的角焊位置,见图1—15(f)。
在平焊位置、横焊位置、立焊位置、仰焊位置进行的焊接分别称为平焊、横焊、立焊、仰焊。T形、十字形和角接接头处于平焊位置进行的焊接称为船形焊。在工程上常用的水平固定管的焊接,由于在管子360°的焊接中,有仰焊、立焊、平焊,所以称全位置焊接。当焊件接缝置于倾斜位置(除平、横、立、仰焊位置以外)时进行的焊接称为倾斜焊。
四、焊缝形式及形状尺寸
(一)焊缝形式
焊缝按不同分类方法可分为下列几种形式:
(1)根据GB/T 3375—94的规定,按焊缝结合形式,分为对接焊缝、角焊缝、塞焊缝、槽焊缝和端接焊缝五种:
1)对接焊缝:在焊件的坡口面间或一零件的坡口面与另一零件表面间焊接的焊缝。
2)角焊缝:沿两直交或近直交零件的交线所焊接的焊缝。
3)端接焊缝:构成端接接头所形成的焊缝。
4)塞焊缝:两零件相叠,其中一块开圆孔,在圆孔中焊接两板所形成的焊缝,只在孔内焊角焊缝者不称塞焊。
5)槽焊缝:两板相叠,其中一块开长孔,在长孔中焊接两板的焊缝,只焊角焊缝者不称槽焊。
(2)按施焊时焊缝在空间所处位置分为平焊缝、立焊缝、横焊缝及仰焊缝四种形式。
(3)按焊缝断续情况分为连续焊缝和断续焊缝两种形式。
